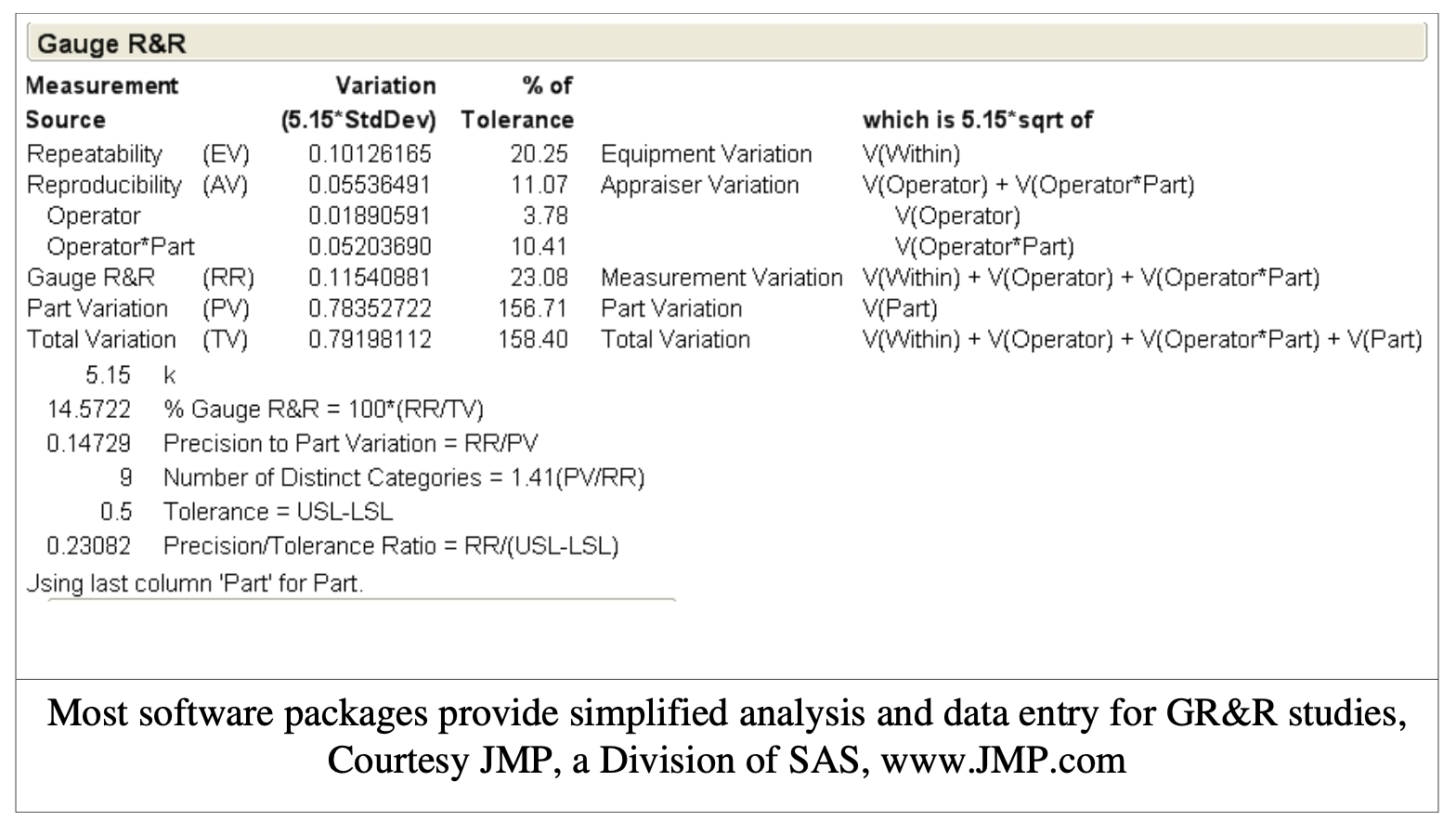
Gage R&R for Destructive Measurement Systems
Gage Repeatability and Reproducibility (GR&R) studies provide information on measurement system performance by analyzing measurement error from various sources. A statistical evaluation of the variability in a measurement system is an important aspect of product quality because if not performed, it can lead to lead to poor quality product being shipped to customers and reduce profitability by causing good parts to be rejected.
The sources of measurement variability are broken into three categories: parttopart, repeatability (or “Equipment”), and reproducibility (or “Appraiser”). “Repeatability” is the variability due to the gage itself, the closeness of the agreement between the results of successive measurements of the same characteristic carried out under the same conditions of measurement. “Reproducibility” is the variability due to different operators using the gage differently, the closeness of the agreement between the results of measurements of the same characteristic carried out under changed conditions of measurement. Repeatability and reproducibility together are called “Gage Repeatability and Reproducibility” or simply “GR&R.”
Typical Gage R&R studies rely on the assumption that a part can be measured without changing the characteristics of that part. If the part is changed by the measurement in a manner not allowing measurement of the same characteristic, the system is called a “destructive measurement system.”
In a typical Gage R&R study, Repeatability is determined by repeating measurements on the same part several times. This is not possible with a destructive test. Extra precautions are required to perform a Gage R&R study for a destructive measurement system. There will also be extra uncertainty in the study results.
With a destructive measurement system there are two choices for assessing Repeatability:
-
Find a nondestructive test that correlates with the results of the destructive test and use it instead.
-
Collect parts that are so similar in the property to be measured that you can assume they have identical measurements.
The first choice here is certainly the better one if it is possible. Let's look at an example.
Printed circuit boards are used in a wide variety of electronic devices. They have copper traces plated onto them to act as conductors. Holes drilled through the board for component installation often have copper plated through the board to create an electrical contact from one side of the board to the other. In a destructive test, the thickness of this plating in the hole can be measured by cutting a piece from the board, being careful to slice through the middle of a hole. The copper thickness can them be measured directly. Unfortunately this leaves the board in an unusable .
Fortunately for printed circuit board manufacturers, a digital meter can be used to measure the copper thickness in the hole. A small probe is inserted into the hole and the copper thickness dimension is displayed. This measurement system is nondestructive – the board is not affected by the measurement and can still be sold to a customer. While this is a better option than a destructive test, you will need to take extra precautions here. First, you will need to compare the readings from the meter with your cross sections of circuit boards to make sure they agree. You may need to determine the best technique for using the meter to obtain agreement, and may even need to create a calibration curve to correlate the meter readings with actual measured thicknesses. It is extremely important that you check to make sure the methods agree and not just assume that they will correlate and result in the same measurement.
Once you have determined that your nondestructive test will be an acceptable substitute, you can perform a typical Gage R&R study using the nondestructive measurement system.
Sometimes it is not possible to find a nondestructive substitute measurement system. In these cases you will need to find parts that are so uniform in the property you need to measure that you can assume they are the same part. Let's look at an example:
Suppose you need to measure penetration on bulletproof vests. The only way to do this is to shoot at it and see if the bullet penetrates the vest. Whether or not it does, the vest is irreparably damaged. This is a destructive measurement system for which there is no nondestructive substitute.
Following typical Gage R&R guidelines, we want to test 10 vests that are representative of our production capabilities and we will have three operators make the measurements. Now comes the nontraditional part of a GR&R study – we can't have each operator measure each part twice because every measurement destroys the part.
In a typical study, each part (vest) would be measured 6 times, twice by each of three operators. Since we can only measure a part once, we are going to need 6 identical vests for each “part” we need to measure. These vests will need to be made from the same roll of material, using material that is as close on the roll as possible to avoid within lot variation in the material. Perhaps by looking at other testing data for the material we can verify the variation in the material meets our requirements. Additionally, the vests will need to be sewn together as identically as possible, including stitch placement and spacing. This will require care above and beyond normal production procedures. The more careful we are in this preparation, the more accurate our results will be.
You can now perform a Gage R&R study on the vest measurement system in the normal way with this exception each time a part is called for, you will need to use one of the six identical vests representing that part. You will analyze your data in the usual way as if it were a non destructive study.
Whether or not you find a suitable substitute measurement system, you will have greater uncertainty in your results. If you use a nondestructive substitute, there will be some additional uncertainty in the correlation with the original method. A Statistician can help you to account for this extra uncertainty. If you must proceed with the original measurement system, you will not be able to separate the Repeatability from the variation in the “identical” parts – the six vests, for example. Not even a Statistician can help you here. You will always overestimate the Repeatability. If you have used sufficient care in preparing the “identical” parts, the overestimate will likely be low and not be important.
Gage Repeatability and Reproducibility (GR&R) studies help you to judge whether a measurement system is trustworthy, even with a destructive measurement system. Consequently, they help you to increase profitability and product quality. If you find yourself asking, “Do I really need a Gage R&R study?” ask yourself, “Do I want high product quality and profitability?” The answer to both questions is the same.
About the Author
William D. Kappele is president of Objective Design of Experiments, Bellingham, WA. He teaches Design of Experiments and gage R&R classes worldwide. He may be contacted through www.ObjectiveDOE.com. John Raffaldi is a consultant in Measurement System Analysis and Design of Experiments for Objective Design of Experiments.